


1 饲料生产工艺与品质保障
1.1 饲料生产工艺流程
原料的接收与清理——贮存(筒仓、袋装、油罐)——粉碎(含膨化等原料预处理)——配料——混合——制粒(冷却)——计量包装。
1.2 饲料品质保障
①通过设备和工艺技术相结合来完成饲料生产过程。提高生产工艺水平以及产品质量和设备的利用率,保障饲料品质,从而最大限度提高动物生产性能;②当“营养配方”转换为“生产配方”后,真正可执行和控制的就是“工艺方案”,稳定可靠的“工艺方案”才能够保障产品设计的质量。
2 改善工艺的关键
下面通过对几处关键工艺如何进行改善的讨论、分析和研究,总结出一些可行性的技术经验,供同行参考,以通过改进工艺更好的提升和稳定饲料生产品质。
2.1 饲料的水分控制
饲料生产过程中必须关注的问题有:①如何减少饲料中霉菌和细菌总数;②如何提高制粒质量;③如何降低粉尘;④如何提高单班生产效率,降低加工能耗;⑤如何充分有效的利用蒸汽,并冷却充分,保持饲料中适宜的水分。以上几点都与物料水分的高低有关,可见在饲料中保持合适水分的重要性。而饲料的水分受天气及原料的影响,在一年中的各个季节波动很大。较为合适的水分含量,能保证较好的颗粒质量(如糊化度、颗粒硬度、粉化率、溶水性等),同时也能降低机械的磨损、减少能耗,提高设备使用年限和生产效率。
所有饲料的配方均以88%作为干物质基础,这意味着饲料水分含量理论上应为12%。而在实际生产中,由于原料水分及季节的变化,饲料成品的水分含量一般在8%~13%之间波动,尤其是在夏、秋高温季节,水分散失很严重(0.5%~3%)。水分过低会影响饲料的适口性,导致颗粒过硬并引起采食量、消化率降低等严重问题。以教槽料为例:该产品生产出来水分仅有8%~9%,因水分过低影响到淀粉的糊化,出现硬度偏大,采食量降低的现象,进而影响动物的生长性能。
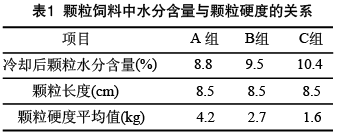
为解决配合饲料水分过低和颗粒质量问题,通过使用饲料保水设备来改善工艺,即将表面活性剂与适量水的混合液通过设备均匀喷洒到混合机中物料的表面,达到增加饲料水分的目的。经反复试验,可使教槽料水分提高至10.5%左右,提高了淀粉糊化程度并能够有效缓解颗粒硬度,从而大大提升了饲料品质(见表1)。
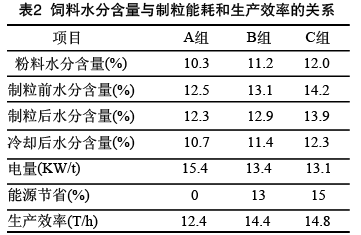
保水设备工艺技术的不断成熟,能调整教槽料、乳猪料水分至适宜水平,改善颗粒硬度,同时,解决了因饲料入模水分低时颗粒表面与模孔内壁、压辊产生强烈,大量机械能转为热能被消耗的问题,降低了能耗,提高生产效率(见表2)。
保水设备工艺技术的不断成熟,能调整教槽料、乳猪料水分至适宜水平,改善颗粒硬度,同时,解决了因饲料入模水分低时颗粒表面与模孔内壁、压辊产生强烈,大量机械能转为热能被消耗的问题,降低了能耗,提高生产效率(见表2)。
2.2 原料的除杂控制
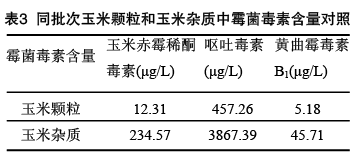
饲料原料中混入了大量的杂质,如不事先清理,就会影响产品质量,甚至影响动物的生产性能,在加工过程中损耗设备,影响生产。目前谷物类原料,如玉米在饲料配方中占有绝对大的比例(高达70%左右),由于玉米含有较多玉米秸秆、穗轴、玉米芯、根茬以及沙粒等杂质,这些杂质的比例一般在0.5%~2%之间,有的甚至高达3%以上,为霉菌、细菌以及害虫提供了适宜的生长环境。经检测发现,玉米经过除杂后杂质的霉菌毒素含量远远高于玉米本身霉菌毒素含量(见表3)。
在目前玉米高价行情下,用小麦代替部分玉米对节约饲料成本具有重要意义。但小麦中杂质含量较高,除去小麦中的杂质是使用好小麦的关键所在。小麦中非淀粉多糖含量较玉米高,加之淀粉含量高、粘性大,在用小麦代替玉米时应在加工工艺方面做适当改变,同时应选用高品质的酶制剂和低压缩比环模。
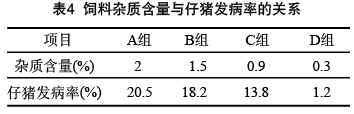
普遍认为饲料企业原料的除杂工艺,应重视磁选筛选即保护设备,其实在重视保护设备的同时,更应重视清理谷物(玉米、小麦、稻谷)等原料中的碎屑(碎粒、被氧化的颗粒、沙粒等)及隐藏在碎屑中的各种霉菌毒素和有害细菌。据相关研究得出,使用彻底清选的小麦与玉米,仔猪发病率明显降低(见表4)。
2.3 原料的粉碎工艺
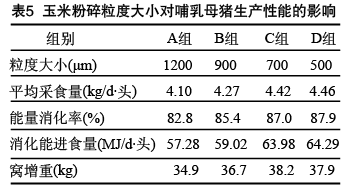
原料的粉碎在饲料加工中占有重要地位,同时对畜禽生产性能有明显影响。物料粒度的降低,使饲料表面积增大,增加了饲料中营养成分与消化酶接触的机会,从而提高饲料中营养物质的利用率。动物不同生长阶段胃肠发育的特点及消化生理特点对物料的细度要求各不相同,以猪料为例,饲喂40头哺乳母猪,以玉米-豆粕型日粮为基础日粮,各组玉米的粉碎粒度分别为1200μm、900μm、700μm和500μm。 研究表明,随着玉米粉碎粒度的降低,干物质、氮和总能的消化率明显提高(见表5);而玉米粉碎至500μm 所需电能比700μm更多,故哺乳母猪阶段最适宜的颗粒大小为600~700μm之间。

2.3 原料的粉碎工艺
原料的粉碎在饲料加工中占有重要地位,同时对畜禽生产性能有明显影响。物料粒度的降低,使饲料表面积增大,增加了饲料中营养成分与消化酶接触的机会,从而提高饲料中营养物质的利用率。动物不同生长阶段胃肠发育的特点及消化生理特点对物料的细度要求各不相同,以猪料为例,饲喂40头哺乳母猪,以玉米-豆粕型日粮为基础日粮,各组玉米的粉碎粒度分别为1200μm、900μm、700μm和500μm。 研究表明,随着玉米粉碎粒度的降低,干物质、氮和总能的消化率明显提高(见表5);而玉米粉碎至500μm 所需电能比700μm更多,故哺乳母猪阶段最适宜的颗粒大小为600~700μm之间。
由于在原料粉碎工艺中原料粉碎细度和粉碎均匀度对动物消化有很大的影响,为了满足粉碎细度要求,粉碎工艺逐步由单次粉碎向二次粉碎、超微粉碎方向发展。
不同粉碎机类型对物料的粉碎细度及均匀性也有很大影响,因此粉碎机的选型非常关键。据相关文献报道:与锤片式粉碎机粉碎的粒度不均匀相比,辊式粉碎机粉碎的原料颗粒均匀性、流动性均较好,从而改善了其加工性能。
2.4 混合工艺
物料的混合均匀性是确保产品品质一致性的保障,一般要求混合均匀度之变异系数(CV值)控制在7%以内。特别是添加少量或者微量的添加剂原料,混合的均匀性更显得尤为重要。不同混合设备的混合效果也有较大差异,对动物的生长有着一定影响。如导致群体饲养的动物生长参差不齐,甚至导致动物出现中毒或死亡的现象,因此在选择混合机设备时要重点了解其各项性能参数是否优良。最佳混合均匀度的最低混合时间是最低工艺成本,最佳混合均匀度的有效时间受原料组分和投料次序约束,通常由品质管理部门对生产品种做连续测定后,写入相关品操作规程中,确保物料充分混合均匀。
2.5 制粒工艺
在配合饲料的加工过程中,制粒是其中的重要环节,起着承上启下的作用。此工艺过程一般由预处理(磁选、液体添加、调质)、制粒和后处理(冷却、破碎、分级)三大部分组成,物料经过制粒工段后由粉料转变为颗粒料。在此环节中,既要考虑生产效率,又不能影响产品的品质,需确保产品颗粒硬度、含粉率、溶水性、冷却后料温等各项物理指标。当一个产品的配方设计成型后,在生产过程中往往出现工艺不符的情况而使产品不能达到预期的设计效果。以教槽料为例,由于配方中含有大量的乳制品和糖分,在制粒过程中容易出现堵机、黑料及颗粒偏硬现象,从而导致产品在使用过程中出现猪只不喜食和腹泻等情况的发生。如果冷却器性能不良或冷却时间不够等原因,容易导致颗粒饲料在保质期内发生霉变。
经研究发现,同配方产品不同颗粒硬度对猪的采食量有着一定的关联性(见表6)。影响饲料硬度的主要因素除配方中原料特性外,其使用的环模长径比、制粒温度的控制也至关重要。相关试验究表明,饲料颗粒硬度低,猪只采食量最高,但含粉率过高会导致饲料重复循环制粒、饲料浪费等不利因素,因此应选用相匹配的长径比、环模及最合适的调质参数,以达到最佳的颗粒质量。
3 小结
设备的改进(硬件)与先进的技术及生产管理(软件)组成科学的生产工艺。先进的饲料加工工艺不是简单几个豪华“大件”的积木,更应重视细节的衔接和使用的顺畅,重视关键部件的精细化处理。对不符合饲料生产工艺条件的设备、尤其是老设备,应在充分论证后进行改造更新,达到改善生产工艺提高饲料品质的目的。












